

{kind=link}
{kind=link}
{kind=link}
{kind=link}
利用高分子材料复制枪弹物证三维形貌及痕迹特征
[李轶昳 , 周志飞, 张刚, 崔斌, 王晓琳, 马新和
, 周志飞, 张刚, 崔斌, 王晓琳, 马新和* ]
, 周志飞, 张刚, 崔斌, 王晓琳, 马新和]
|
|


第一作者简介:李轶昳,女,河南商丘人,硕士,副研究员,研究方向为枪弹痕迹检验。E-mail: liyiyi@cifs.gov.cn
目的 建立一种简便易行、精确可靠的枪弹物证的复制方法,以提高枪弹痕迹检验效率。方法 选择流动性好、固化成型后收缩率小、物理性能稳定、抗撕强度高的高分子材料,结合快速制模以及注塑成型技术,建立一种射击弹头、弹壳三维形貌以及痕迹特征的复制方法——枪弹物证模塑成型技术。将制成的枪弹物证模型与原物在外形、痕迹特征方面进行比较分析。结果 使用本方法制备的枪弹模型除复制原物的三维形貌外,还复制其细小的痕迹特征,与原物在痕迹检验中可以达到同等的效果。结论 利用这种枪弹物证模型与原物外形及痕迹特征的同一性,能够实现同一枪弹痕迹物证的多人同时检验,从而解决枪弹痕迹检验效率低、案件串并时效性差的难题。
Objective A simple, feasible, accurate and reliable method was here studied to reproduce the ballistic evidence of its own 3D morphology and characteristic marks patterns so as to improve their comparison efficiency into excelling the traditional handling by microscope.Methods Based on the requirements of good fluidity, low shrinkage of solidified mold, stable physical properties and high tear-resistance, the high polymer materials were selected as the molding stuff. In combination of both the rapid tooling technology and injection-molding one, a new approach, the so-called plastic-molding of ballistic evidence, was established to duplicate the 3D shape and trace features of the involved bullet and cartridge case (those ballistic evidence).Results The duplicated model produced by this manipulation revived the ballistic evidence of not only its three-dimensional shape but also the fine mark features, having shown the same efficiency and effect as those of the original evidence for examination.Conclusions The duplicated model is almost identical to the original ballistic evidence with both of their shapes and mark features, therefore capable of meeting multi-person and simultaneous examination onto same ballistic evidence, thus improving the efficiency of mark comparison and having series of cases linked easier.
当前, 恶性持枪犯罪案件仍时有发生, 该类案件的枪弹痕迹检验难度不断增加, 而传统的检验模式及专家会检方式, 使得刑事技术部门的痕迹检验及案件串并工作很难达到案件快速侦办的时效性要求。为了提高枪弹痕迹检验效率, 亟待寻找一种简便易行、精确可靠的方法, 对枪弹物证及其射击痕迹进行复制、提取, 从而在保护检材的同时, 实现同一物证的多人、多地同时检验, 以加快痕迹检验进度, 进而有效地节省办案资源, 实现社会效益与经济效益双赢。
对于痕迹提取方法的研究多集中于对足迹、指纹、工具痕迹的提取, 而对枪弹物证射击痕迹的提取方法研究较少, 这主要是由于其痕迹较细小、表浅且主要位于圆柱侧面的特点使得提取难度增大。目前枪弹痕迹提取方式主要有两种, 一是直接涂抹提取方式, 如戴锡谦等[1]采用“ 液体固化法” 将醋酸纤维素-醋酸乙酯-丙酮溶液直接滴于痕迹表面制成薄膜提取弹头弹壳痕迹。但此方式只适用于局部痕迹提取, 无法全面反映枪弹物证柱面的痕迹。二是柱面痕迹展平方式, 如王文等[2]采用将弹头在改性EVA塑胶熔融膜上滚动一周, 以拓印弹头痕迹阳模胶膜片的方式进行痕迹的提取。此方式虽然能将分布于曲面的痕迹转为便于观察的平面痕迹, 但对于操作的要求很高, 一旦操作失误极易使平面痕迹无法客观反映痕迹的线条间距、粗细等, 从而影响比对检验结果。上述两种方式均有其局限性, 鲜少应用于检验鉴定的实际工作。
本文研究了一种简便易行、精确提取枪弹物证痕迹特征的技术— — 枪弹物证模塑成型技术, 在介绍其基本工艺、材料选择的基础上, 重点介绍了枪弹模型的外观和痕迹反映效果, 及其与枪弹原物痕迹特征的比较结果等内容。
为了一次性准确提取枪弹物证的全部痕迹特征, 特别是圆柱部侧面的痕迹, 我们研究了利用快速制模以及注塑成型技术, 选取适当的模具、模型材料制备枪弹物证实物模型的技术, 即枪弹物证模塑成型技术, 其主要包括模具制备和模型制备阶段, 所制备的模型在客观反映弹头、弹壳三维形貌的同时, 还能够真实反映物证表面的射击痕迹。
模具制备阶段主要借鉴了快速模具制造(rapid tooling, RT)技术, 该技术是以快速成型技术所制成的原型作母模来翻制模具的技术。其母模是由计算机设计和计算机辅助制造的产品模型或样品, 本文中母模即为枪弹物证。这一技术的特点是制模周期短、工艺简单、易于推广、制模成本低、精度和寿命能满足某种特定的功能需要, 综合经济效益良好[3]。
常用于快速制模技术的材料很多, 如制备硬质模具的钢材和制备软质模具的硅橡胶等[3]。在刑事技术领域, 大量研究及实践表明, 具备可常温固化、流动性适中、收缩率低、固化后具有一定强度及弹性等特点的硅橡胶高分子材料, 能够复制形态复杂的立体痕迹, 适用于物证表面痕迹的提取[4, 5, 6]。对于枪弹物证模具的制备而言, 其材料需具备材质细腻、易于浇注、与金属的浸润性好、固化后模具有一定的强度和弹性等特点。本文选用双组分室温固化(room temperature vulcanized, RTV)硅橡胶作为制模材料。研究表明, 双组分室温固化硅橡胶具有下述特点[3]:1)良好的制模操作性, 固化成型后的软模具有较好的拉伸强度; 2)良好的复现性, 制模用硅橡胶在固化前具有良好的流动性, 配合真空脱泡, 可以准确保持模型的细致结构及图案; 3)良好的离模性, 对于模型在出模方向上的反斜度结构, 可依靠材料的弹性变形直接取出模型; 4)良好的模型尺寸稳定性。
模型制备阶段主要借鉴了注塑成型(injection molding)又称注射模塑成型的技术。该技术是在一定温度下, 用注塑机将完全熔融的塑料原料注入模腔, 经冷却固化得到成型制品的方法, 主要包括合模、填充、保压、冷却、开模、脱模6个阶段。其优点是生产速度快、效率高, 制品花色品种多, 形状可简可繁, 尺寸可大可小[7, 8]。本文的模型制备过程适当简化了注塑成型工艺及设备, 工艺主要包括填充、保压及脱模阶段, 设备是以注射器及点胶针头替代了注塑机, 另外其保压过程不是由注塑机完成, 而是由空气压缩罐完成。
经研究证实, 树脂材料亦能应用于物证立体痕迹的提取。树脂材料主要具备下述特点:1) 流动性好, 易于浸润客体上痕迹的各个部位; 2)冷却成型时体积变化率较小, 能真实反映客体痕迹的细微特征, 并且对粗糙等复杂客体上的立体痕迹也能轻易地脱模成型; 3)成型的树脂有较好的抗撕裂性和弹性(抗张性), 即使有外力作用也不会引起所提取模型痕迹特征的改变[9]。本文选用模型树脂(pattern resin)作为制备枪弹物证模型的材料, 模型树脂是一种新型常温聚合树脂, 不仅具有传统的常温聚合树脂的优点, 还具有使用简单方便、聚合收缩小、精度高等特点。
2.1.1 模具、模型材料
模具材料:OOMOO® 30型双组分硅橡胶; 模型材料:Smooth CastTM 325型树脂; 染色剂Smooth-On So-Strong型树脂染色剂。均由美国Smooth-on公司生产。
2.1.2 辅助材料及设备
辅助材料主要有:支撑固定枪弹物证的小木楔和软木塞; 固定支撑物及枪弹物证的底盘; 模具制备过程中限定硅橡胶浇注范围的围挡。
制备设备主要有:连接有空压机的压力罐; 安装有点胶针头的注射器; 称量材料的天平。
2.1.3 测量及痕迹观察设备
研究枪弹模型复制效果的设备有:测量外观尺寸的设备游标卡尺; 痕迹观察及比对的设备:Balscan枪弹痕迹三维扫描系统(捷克LIM公司)。
2.2.1 前期准备阶段
本方法室温下即可操作, 其工艺流程(图1)主要分为前期准备、硅橡胶模具制备以及树脂模型制备三个阶段。前期准备阶段的操作主要包括以下步骤:
1)清洁物证:用甲醇或丙酮擦除物证表面的灰尘、射击残留物等污垢;
2)弹头加装支撑物:将弹头头部向上、尾部用强力胶垂直固定于小木楔上;
3)弹壳加装支撑物:将适当锥度的软木塞从弹壳壳口塞入壳体;
4)安装浇注底盘及围挡:用强力胶将固定有底座的弹头、弹壳均匀粘贴于底盘上, 并在底盘周围围上围挡。
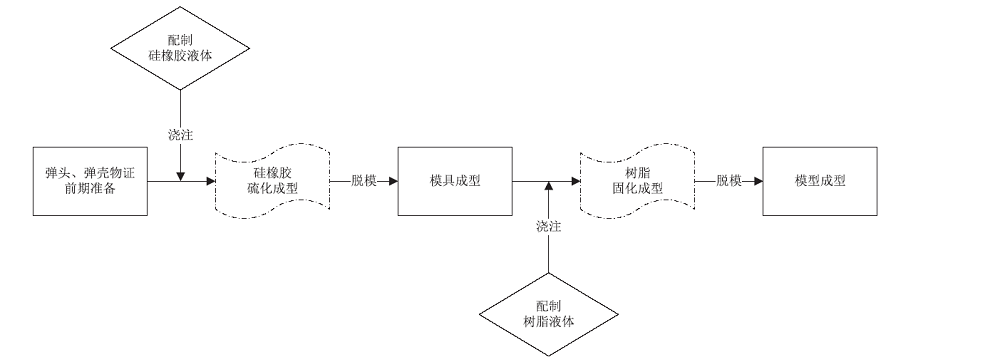 | 图1 枪弹物证模塑成型的工艺流程图Fig.1 The plastic-molding process of ballistic evidence |
2.2.2 硅橡胶模具的制备
硅橡胶模具制备阶段的操作主要包括以下步骤:
1)称量硅橡胶:按照1:1.3的比例分别称量相应质量的A、B组分硅橡胶;
2)混合硅橡胶:分别将称量后的A、B组分硅橡胶倒入同一容器中充分搅拌混合;
3)浇注硅橡胶:将混合均匀的硅橡胶缓慢倾倒于底座围挡中, 注入硅橡胶的高度应高于最高物证3~5 mm;
4)硅橡胶脱泡及固化:硅橡胶固化过程中可采用两种方式进行脱泡处理以确保模具表面质量:一是真空脱泡, 即将浇注后的模框放入连接有空压机的压力罐内进行抽真空处理, 真空压力约- 0.05 MPa, 抽真空时间一般不超过10 min; 二是加压脱泡, 即将浇注后的模框放入连接有空压机的压力罐内进行加压处理, 加压时罐内气压不宜过大, 应小于0.2 MPa, 加压时间约5 min。经脱泡处理后, 将硅橡胶模框从压力罐中取出, 在室温下静置8 h以上, 直至硅橡胶完全固化;
5)脱模:去除围挡, 注意不要破坏模具, 双手握持硅橡胶块的边缘, 用力抵压枪弹物证的相应位置, 物证脱离模具后, 将其取出;
6)清洁模具内腔:用吹风机或洗耳球对模具内腔吹风, 以吹出未交联的硅橡胶颗粒, 防止下一步注射模型材料时相应位置出现凹坑等缺陷, 造成模型与检材不同, 给同一认定带来困扰。
2.2.3 树脂模型的制备
树脂模型制备阶段的操作主要包括以下步骤:
1)称量树脂:按照1.15︰1的比例分别称量相应质量的A、B组分树脂;
2)树脂染色:将B组分树脂倒入容器中, 并滴入一滴深色染色剂, 顺时针充分搅拌;
3)混合树脂:将A组分树脂与染色后的B组分树脂充分混合;
4)注射混合树脂:用注射器抽取混合树脂并加装点胶针头后, 迅速将树脂液体挤入模具内腔底部;
5)保压成型及固化:迅速将注射完的模具放入连接有空压机的压力罐中, 保压约0.2 Mpa, 保压时间大约10 min。将模具从压力罐中取出, 在室温下静置1~2 h, 直至树脂完全固化。
6)脱模:用钳子将弹头、弹壳模型从硅橡胶模具内取出, 切除多余部分, 注意不要接触到射击痕迹。
按照上述工艺制备的弹头、弹壳树脂模型(图2)外形完整、表面光滑, 无开裂、缺口、毛刺、凹陷等缺陷。所制备的模具及树脂模型的性能参数见表1, 各参数显示无论硅橡胶模具还是树脂模型都具备优异的性能。
 | 图2 弹头及弹壳树脂模型Fig.2 Resin molds of both a bullet and one cartridge case |
| 表1 硅橡胶模具及树脂模型的性能参数 Table 1 Performance of both the silicon-rubber and resin molds |
分别使用游标卡尺对51式7.62 mm手枪弹弹头物证及其模型的头部直径、92式9 mm手枪弹弹壳物证及其模型的底缘直径进行测量, 各参数分别测量10次, 测量结果(表2)显示, 弹头模型及弹壳模型的外形尺寸与原物证基本一致。
| 表2 弹头、弹壳物证及模型的测量结果 Table 2 Measurements of either the original ballistic evidence or resin mold |
使用Balscan枪弹痕迹三维扫描系统分别扫描枪弹物证及其模型的痕迹并进行痕迹比对, 通过比较两者痕迹的轮廓形态、细节特征以及进行线条对接, 发现枪弹物证与其模型的痕迹特征具备同一性, 两者在痕迹检验中是等效的。
3.3.1 弹头射击痕迹的比较
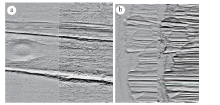
射击弹头痕迹主要是由于弹头表面与枪管内壁相互摩擦产生的, 以擦划线条为主。通过比较, 发现无论原物射击痕迹线条反映的深浅、粗细, 弹头模型表面都不仅能清晰地反映出相应线条痕迹的粗细, 还能准确地反映出线条痕迹凸凹的三维细节特征(图3)。
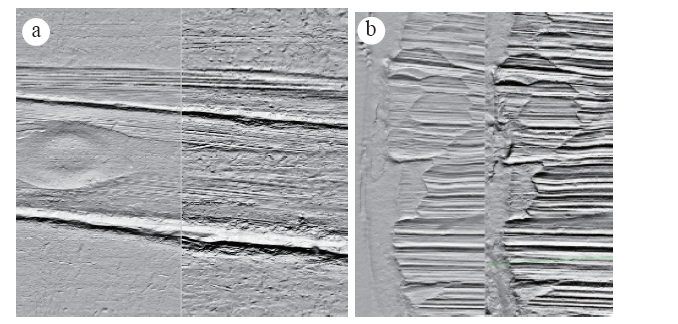 | 图3 弹头原物与其模型的痕迹比较(a:制式枪支射击弹头膛线痕迹比较; b:非制式枪支射击弹头痕迹比较。同一图中左侧为原物, 右侧为模型)Fig.3 Marks comparison of the original evidence from a bullet against its model (a: rifle marks leaving on the bullet fired from a standard gun; b: marks leaving on the bullet fired from one non-standard gun. For each picture, the left is from the original evidence and right from the mold) |
3.3.2 弹壳射击痕迹的比较
射击弹壳上的痕迹主要是由于弹壳表面与枪支相应机件的相互撞击、挤压而产生的, 多为印压痕迹。通过比较, 发现弹壳模型不但复制了射击弹壳的整体形貌, 还复制了其底面标识、击针头痕迹、弹底窝痕迹、抛壳挺痕迹等显著特征, 更重要的是弹壳物证底面及侧面射击痕迹的细小特征及三维特征在弹壳模型相应位置均有所反映。
1)击针头痕迹:通过对弹壳原物及其模型击针头痕迹的比较检验, 发现两者痕迹轮廓的形状、大小、细节特征反映一致, 击针头痕迹底面的线条痕迹能够实现自然、连贯对接(图4a、b)。
 | 图4 弹壳原物与其模型的痕迹比较(a:击针头痕迹线条对接; b:击针头痕迹轮廓比较; c:弹底窝痕迹比较; d:抛壳挺痕迹比较; e:弹匣口刮擦痕迹线条对接。同一图中左侧为原物, 右侧为模型)Fig.4 Marks comparison of the original evidence from a cartridge case against its model (a: striation anastomosis of firing-pin’ s impression; b: marks’ outline from impressed firing-pins; c: marks on bullet breeches; d: marks on ejectors; e: striation anastomosis of the impression on ejection port. For each picture, the left is from the original evidence and right from the mold) |
2)弹底窝痕迹:通过对弹壳原物及其模型弹底窝痕迹的比较检验, 发现两者痕迹的形态以及大量细节特征均反映一致(图4c)。
3)抛壳挺痕迹:通过对弹壳原物及其模型抛壳挺痕迹的比较检验, 发现两者痕迹轮廓的形状、大小、细节特征反映一致, 挺面上的线条痕迹能够实现自然、连贯对接(图4d)。
4)弹匣口刮擦痕迹(小旗痕):弹匣口刮擦痕迹是抛壳过程中产生的, 其痕迹覆盖范围小, 擦划线条痕迹反映表浅, 通过对弹壳原物及其模型的比较检验, 发现虽然其线条痕迹反映表浅, 但两者的线条痕迹仍能够实现自然、连贯对接(图4e)。
通过上述研究, 本文建立了一种射击弹头、弹壳三维形貌以及痕迹特征的复制方法— — 枪弹物证模塑成型技术, 即采用注塑成型技术向硅橡胶模具中注射液体树脂以制备枪弹物证树脂模型的技术。该技术对环境要求宽泛, 操作步骤简单, 设备成本较低。利用该技术制备的枪弹物证树脂模型主要具备下述优点:1)能准确复制枪弹物证整体形貌; 2)能精确反映枪弹物证痕迹特征; 3)物理性能稳定, 可长时间保存; 4)具备一定的力学性能, 不易受损变形。经比较枪弹物证及其模型的痕迹特征发现, 两者痕迹特征具备同一性, 在痕迹检验中是等效的。综上枪弹物证模塑成型技术是一种简便易行、精确提取枪弹物证痕迹特征的技术方法, 运用该技术能够实现同一枪弹痕迹物证的多人同时检验, 从而解决枪弹痕迹检验效率低、案件串并时效性差的难题。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|