


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
3D打印钥匙开锁痕迹的发现与检验
[陶梦霞1  , 俞纲
, 俞纲1 , 陈峰2 ]
, 俞纲|
|


第一作者简介:陶梦霞,女,浙江杭州人,学士,工程师,研究方向为痕迹检验。E-mail:tmx1800@163.com
目的 研究3D打印钥匙技术开锁案件的勘验重点和检验方法。方法 使用常见的进口PLA、国产PLA、不锈钢合金、光敏树脂四种打印材料制作3D钥匙,开锁后通过体式显微镜和扫描电镜观察锁芯内的残留物和痕迹,与原配钥匙、传统增配钥匙开锁后的留痕比较区分,并使用显微红外光谱仪检测残留物成分。结果 PLA、不锈钢合金、光敏树脂3D钥匙均能成功地无损开启门锁。其中PLA、光敏树脂打印钥匙开锁后会在锁芯内残留少量的打印材料碎屑,通过显微红外光谱检测法可鉴别区分残留物的材料种类;与原配钥匙和传统增配钥匙相比,不锈钢合金打印钥匙开锁后在锁芯内弹子弧面端遗留擦划痕迹的概率更大;同时,非金属的3D打印钥匙一经使用便会在钥匙体上形成难以修复的污损、磨损痕迹。结论 锁芯内的微量残留物和内弹子上的微观痕迹是3D打印钥匙开锁后的主要留痕,显微红外光谱检测法和扫描电镜观察法可鉴别不同材料打印钥匙的留痕。
Objective To explore the investigating focal points and techniques about 3D-printed keys after unbolting locks.Methods 3D-printed keys were manufactured with four commonly-used materials - polylactic acid (PLA), both of imported and domestic; stainless-steel alloy and UV-curable resin. The newly-made 3D-printed keys, after unclosing locks, were examined with stereomicroscopy and scanning electron microscopy to detect the left remnants and marks (unlocking marks), plus the micro-infrared spectroscopy being used to have the spectra of 3D-printed-key-left remnants compared and differentiated against those from the original and traditionally-copied keys.Results Those 3D-printed keys, made of PLA, stainless-steel alloy and UV-curable resin, were all able to open the lock without causing functional damages. Among the keys, the one made of PLA or UV-curable resin had left in the cylinder of lock the remnants that can be identified with micro-infrared spectrometer. Compared to the original and traditionally-copied key, the key made of stainless-steel alloy was more liable to leave marks on the curved face of spring bolt. Besides, stains and abrasions had permanently remained on the nonmetallic 3D-printed key once used.Conclusions 3D-printed key, if used, will leave remnants in the lock cylinder and microcosmic marks on the spring bolt. These remnants and marks can be further differentiated through micro-infrared spectroscopy and scanning electron microscopy for recognizing the specific materials made into the 3D-printed keys.
3D打印技术的诞生和发展对人类生产生活方式产生了非常重要的影响。随着3D战略性产业步伐的推进, 我国3D打印技术日渐成熟, 3D建模软件的专业门槛逐渐降低, 桌面级的3D打印设备也开始走入普通家庭。然而科技是把双刃剑, 随之而来的还有刑事犯罪风险的加剧。2013年英国曝光了首宗疑似3D打印枪支案, 与此同时全球多地发生了使用3D打印信用卡通过ATM机盗取存款案件。3D打印机已成为高科技犯罪的理想工具[1]。2015年北京一家3D打印公司, 因存放公章的柜子钥匙被出差的财务人员带走, 情急之下打印了一把钥匙成功开锁[1]; 几个月后, 国外研究学者不仅验证了照片中的钥匙能打印成实物成功开锁的技术事实, 还比较了不同材料3D钥匙的制作成本和耐用程度, 得出结论:聚乳酸复合材料(polylactic acid, PLA)和不锈钢合金是制作3D钥匙最理想的材料[2]。
目前国内已有100余家3D打印企业, 普通人可通过网络渠道轻易地复制到3D钥匙。启动3D打印钥匙开锁痕迹的研究有助于今后在现场勘查中及时发现与判断这种技术含量高、隐蔽性强的开锁方式, 进而分析案犯的作案手法和复制过程。考虑到近几年光敏树脂的打印工艺逐渐成熟, 本实验选取了PLA、不锈钢合金、光敏树脂作为制作3D钥匙的样本材料, 研究不同材料打印钥匙的留痕特点和鉴别方法。
1.1.1 实验器材与设备
双保险弹子锁与对应的钥匙42套; FDM桌面3D打印机(Ultimaker 2+, 荷兰), SLM金属3D打印机(EOS-M280, 德国), iSLA光固化3D打印机(iSLA-650 PRO, 国产先临三维shining3D); 数字式三维体式显微镜(HiROX KH-3000 VD, 日本); 傅里叶变换显微红外光谱仪(BRUKER, HYPERION2000_ATR); 扫描电镜能谱仪(FEI-QUANTA 200, 美国)。
1.1.2 检测条件
显微红外的扫描范围为4000~600 cm-1, 分辨率为4 cm-1; 扫描电镜工作条件:低真空, 加速电压:15 kV, 放大倍数:400倍。
PLA材料:价格低廉、容易制备且稳定性强的一种生物塑料。使用熔融沉积成型(fused deposition modelling, FDM)打印工艺, FDM工艺广泛应用于低端入门级3D打印设备, 是目前发展最成熟、技术门槛最低的工艺, 主要打印热塑性高分子材料, 包括了以ABS、尼龙为代表的工程塑料, 和以PLA、PETG为代表的生物塑料[3]。由于PLA材料成本低廉、品种繁多又容易获取, 最有可能为犯罪人所用, 所以本实验分别选取了进口和国产PLA材料。
不锈钢合金材料(EOS Stainless Steel PH1型):以不锈钢为主要成分的合金粉末, 在合金材料中相对成本低、硬度大, 使用选择性激光烧结(selective laser sintering, SLS)打印工艺, SLS工艺使用的是工业级设备, 打印成型时间久、设备材料造价高, 主要打印金属、不锈钢、陶瓷等材料[3]。由于设备要求和制作成本高, 目前为犯罪人使用的可能性最小。
光敏树脂材料(shining3D 128型):是一种在原料状态下为稳定液态的打印材料, 树脂通常包括聚合物单体、预聚体和紫外光引发剂等组分, 在打印过程中, 紫外激光的照射能令其瞬间固化; 早期使用立体平板印刷(stereolithography, SLA)工艺和聚合物喷射(polyjet)工艺[3], 近年来又陆续开发了数字光处理(digital light processing, DLP)投影、液晶成像等打印工艺[4]。由于光敏树脂打印成型后表面分辨率高且材料成本比较低, 打印设备正不断从工业级向家用级转变, 是今后打印小型物件的主流材料之一。
对原配钥匙分别进行拍照测量, 通过3D建模软件“ fusion360” 建立打印模型STL文件; 使用进口PLA材料和国产PLA材料通过FDM桌面3D打印机即时打印; 使用不锈钢合金粉末通过SLS金属3D打印机排序打印(设备厂家打印); 使用光敏树脂材料通过iSLA光固化3D打印机排序打印(设备厂家打印)。
以同一品牌的双保险弹子锁芯(经过原配钥匙500次以上的开锁使用)和钥匙为一组实验样本, 共七组。其中不作任何复制的原配钥匙和锁芯作空白样本, 编号A; 使用传统增配工艺复制的钥匙和锁芯作对照样本, 编号B; 分别使用进口PLA材料、国产PLA材料、不锈钢合金材料和光敏树脂材料3D复制的钥匙及对应的锁芯, 分别编号C1、C2、C3、C4; 考虑实际操作中有开锁失败的情况, 选择最易获取的国产PLA材料打印一把参数偏小的钥匙, 与锁芯编号C5。再重复上述实验打样5遍, 共制作样本六套, 分别编号为YB1~YB6。以其中一套样本(YB1)为例, 七把钥匙实物图见图1。
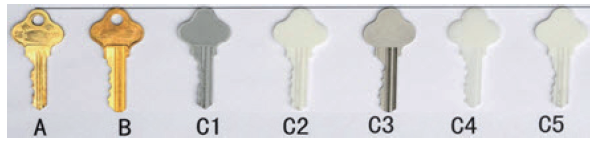 | 图1 七把钥匙样本外观Fig.1 The appearance of seven sampling keys |
锁芯安装上门, 使用A、B、C1、C2、C3、C4组的六把钥匙成功转动锁芯开启门锁2次, C5组钥匙多次转动无法成功开锁; 使用钥匙后观察各自对应的锁芯内留痕情况。同时对成功开锁的打印钥匙进行显微观察, 了解打印钥匙使用后的形态特征。六套样本钥匙均重复上述实验步骤。
以非破坏的方式将锁芯拆解。首先, 通过体式显微镜对锁芯的内壁和内弹子进行观察, 对观察到的残留物和痕迹进行拍照固定; 然后, 提取观察到的微量残留物, 使用显微红外光谱仪对残留物成分和打印原材料进行检测比对; 最后, 提取锁芯内弹子, 使用扫描电镜进一步观察内弹子上的痕迹。
使用体式显微镜观察所有样本的锁芯, 残留物的数量、分布及典型形态如表1与图2所示。
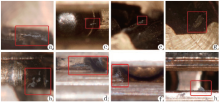
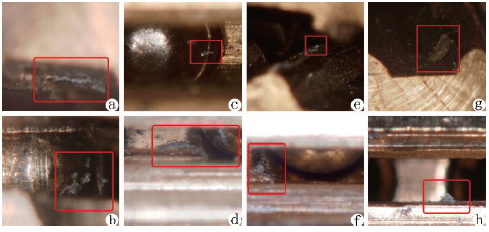 | 图2 体式显微镜观察到的典型残留物(a:C1锁芯匙孔部位的白色颗粒; b:C1锁芯内弹子弧面端的透明颗粒; c:C2锁芯内弹子弧面端的透明颗粒; d:C2锁芯内弹子槽边的白色颗粒; e:C4锁芯钥匙槽上的白色粉末; f:C4锁芯内弹子槽边的白色粉末; g:C5锁芯匙孔附近的透明不规则大颗粒; h:C5钥匙槽上的白色颗粒)Fig.2 Stereomicroscopic pictures of the typical remnants (a. white particle in C1’ s keyhole; b/c. transparent particle on the curved face of C1’ s/C2’ s spring bolt; d. white particle in the notch of C2’ s spring bolt; e/f. white powder in/near the notch of C4’ s key slot/spring bolt; g. shape-irregular transparent larger particle near the keyhole of C5; h. white particle in the slot for C5’ s key) |
| 表1 体式显微镜观察到的锁芯内残留物数量分布 Table 1 The distribution of the remnants observed in the lock cylinder under stereomicroscope |
进口PLA、国产PLA、光敏树脂打印钥匙开锁后在锁芯内观察到了明显的非金属残留物, 且集中在锁芯匙孔周边(如图2a、2g), 内弹子的弧面端(如图2b、2c)和弹子槽边(如图2d、2f)上也多有分布, 此外钥匙槽上(如图2e、2h)也观察到了少量残留物; 不锈钢合金打印钥匙开锁后虽然也能在锁具上偶尔观察到金属碎屑, 但留存极不稳定, 在锁具提取过程中极易灭失, 并且与原配、增配钥匙可能产生的金属碎屑难以区分。样本中参数错误的PLA打印钥匙开锁后残留物最明显、遗留分布最广, 说明建模或打印过程中如果参数偏差, 会造成打印钥匙开锁困难, 开锁过程越长越容易在锁芯内形成残留物, 可由残留物遗留情况判断复制钥匙和建模打印的水平。
对非金属打印材料的残留物在样本锁芯内主要分布情况进行了统计, 结果见表2。使用过程中非金属打印钥匙的两侧面、挡头以及牙花会与锁芯内的金属齿槽以及内弹子发生相互挤压、摩擦作用, 因打印材料质软而产生碎屑。近匙孔的内端面是锁芯与钥匙体接触最多的部位, 所以锁芯匙孔部位的残留物最集中; 由于内弹子是一个活动的金属部件, 与牙花的接触面又相对较窄, 因而残留物占比较少; 而在钥匙槽上的分布则随机性较强, 观察中发现细微粉末与不规则大颗粒都会有残留。
| 表2 非金属残留物在锁芯内的分布占比 Table 2 The distributional proportion of nonmetal residues in the cylinder of lock unclosed |
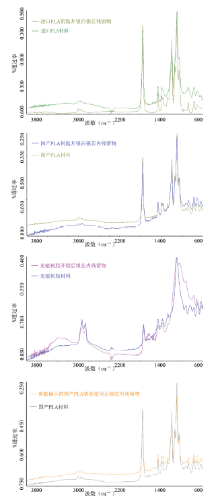
对显微观察实验中发现的锁芯内遗留的非金属残留物分别进行提取, 使用显微红外光谱仪对其成分进行检测, 同时与打印原材料的检测结果进行分析比较。图3是其中一套样本的红外光谱结果。通过红外光谱检测证实了进口PLA材料、国产PLA材料、光敏树脂材料打印的3D钥匙开锁后在匙孔附近、内弹子槽边、钥匙槽内等多个部位观察到的残留物与3D钥匙的打印原材料为同种物质。需注意的是, 部分锁芯内有少量用于润滑的石蜡, 会对残留物的鉴别形成干扰。
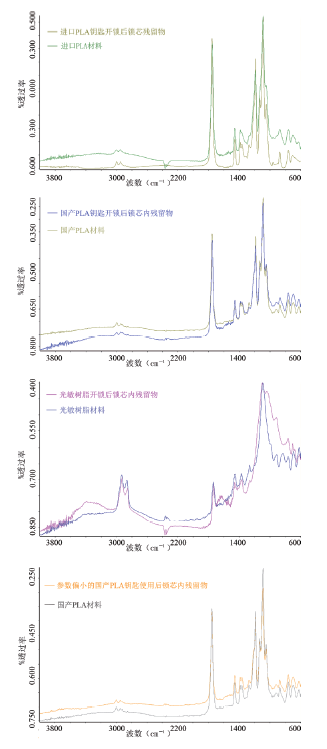 | 图3 残留物与打印材料的红外光谱比较图Fig.3 Comparison of micro-infrared spectra from the remnants and original printing materials |
比照传统增配钥匙在锁芯内的留痕原理[5], 选取锁芯内弹子进行弧面端痕迹的显微观察。
2.3.1 体式显微镜下观察
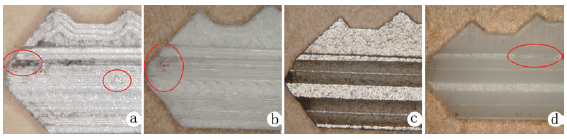
结果见图4。在内弹子弧面端上留痕的观察实验中, 专门增加了未经使用的新锁内弹子作为对照样本。未经使用的锁芯内弹子弧面端表面粗糙(图4a), 经过原配钥匙的长期使用明显变得圆滑(图4b), 增配钥匙与不锈钢合金打印钥匙开锁后在内弹子弧面端上容易观察到擦划痕迹(图4c、4d), 非金属材料打印钥匙开锁后在内弹子弧面端观察不到明显留痕或是无法和原配钥匙使用后的留痕明显区分(图4e、4f、4g、4h)。
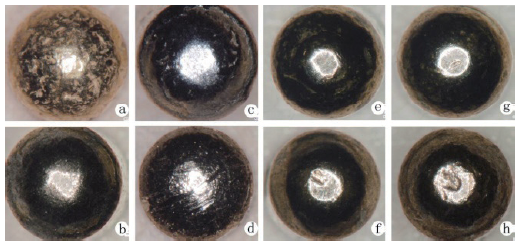 | 图4 体式显微镜观察到的内弹子弧面端痕迹(a:未经使用的锁芯; b:A锁芯; c:B锁芯; d:C3锁芯; e:C1锁芯; f:C2锁芯; g:C4锁芯; h:C5锁芯)Fig.4 Unlocking marks observed on the curving face of the lock cylinder under stereomicroscope (a. intact cylinder; b. cylinder A; c. cylinder B; d. cylinder C3; e. cylinder C1; f. cylinder C2; g. cylinder C4; h. cylinder C5) |
将原配钥匙、传统增配钥匙和不锈钢合金打印钥匙样本组中的锁芯内弹子(一个锁芯内弹子5颗, 一个样本组共30颗)全部取出逐一观察, 并统计擦划痕迹较为明显的弹子数。在开锁使用一段时间以后, 原配钥匙在内弹子弧面端上形成的擦划痕迹会因长期摩擦而淡化且分布相对均匀, 样本组A中有13.33%的内弹子弧面端能观察到显著的擦划痕迹, 考虑是正常使用期间偶然的弹子轻微异位形成的; 增配钥匙开锁后在内弹子弧面端上能观察到稀疏的长条状擦划痕迹, 但受到金属成分和加工工艺影响仍有53.33%的内弹子上观察不到显著痕迹。不锈钢合金钥匙开锁后在83.33%的内弹子弧面端观察到短条状擦划痕迹, 单个弹子上痕迹通常密集出现, 但仍有部分弹子上留痕不明显, 无法与原配钥匙开锁后的痕迹明显区分。
2.3.2 二次电子(ETD)方式观察
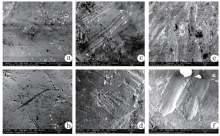
在扫描电镜下通过二次电子(ETD)方式对原配钥匙、传统增配钥匙和不锈钢合金打印钥匙内弹子弧面端的擦划痕迹进一步比较观察, 见图5。发现新锁的内弹子弧面端在扫描电镜下几乎观察不到其他痕迹(如图5a); 原配钥匙长期使用后能观察到一些分布密集但并不显著的擦划痕迹(如图5b); 传统增配钥匙开锁后能在局部观察到边缘锐利的线形擦划痕迹, 并且痕迹带有一定的方向性(如图5c、5d); 相对而言, 不锈钢合金打印钥匙开锁后观察到的局部痕迹不是典型的线形痕迹, 没有明确的方向性且多出现痕迹的层叠堆积(如图5e、5f)。通过六组样本的锁芯内弹子观察比较发现, 弹子的加工工艺和表面形态呈现明显的不确定性; 而传统增配钥匙和金属打印钥匙都有可能受到打磨抛光的人工干预, 要在实战中区分二者的留痕差异有一定难度, 扫描电镜观察法只能作为一种方法的补充。
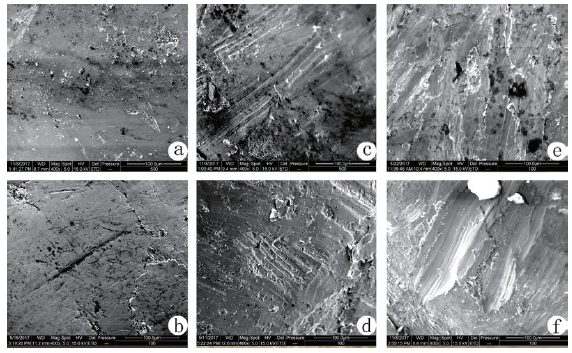 | 图5 内弹子弧面端擦划痕迹ETD图(a:未经使用锁芯; b:A锁芯; c、d:B锁芯; e、f:C3锁芯)Fig.5 ETD images of the characteristic marks on the curved face of spring bolt (a. intact cylinder; b. cylinder A; c/d. cylinder B; e/f. cylinder C3) |
2.4 3D钥匙开锁后钥匙体上的痕迹特征分析
将正常开锁后的打印钥匙置于体式显微镜下观察, 见图6。不锈钢合金钥匙表面的不规则细颗粒是SLS打印工艺在烧结冷却过程中形成的。就目前的工艺水平, 打印成型的金属钥匙无需打磨便可直接开锁, 且十分耐用。由于不锈钢合金材料硬度比铜大, 容易在内弹子弧面端遗留擦划痕迹, 而打印钥匙体上的痕迹变化并不明显(如图6c)。
 | 图6 正常开锁后打印钥匙的头部(a:C1钥匙; b:C2钥匙; c:C3钥匙; d:C4钥匙)Fig.6 Foreparts of 3D-printed keys after unlocking (key of: a. C1; b. C2; c. C3; d. C4) |
在非金属打印钥匙体上观察到钥匙迎面污损、两侧面磨损和挡头破损等痕迹特征。其中PLA钥匙放大观察后可见, 钥匙本身呈细丝层叠状, 分辨率较低, 多次使用后易开裂, 且多数沿着材料层叠方向开裂。开锁后PLA钥匙头部可见颗粒状和丝状的缺损(图6a、6b), 这是由PLA的材料属性和FDM打印的工艺特点决定的。PLA材料主要成分是生物塑料, 多由玉米、淀粉加工而成, 韧性好但硬度低, 因此打印钥匙的微观形态和缺损形态会接近植物纤维, 在大颗粒残留物中就观察到了纤维形态。光敏树脂钥匙在所有样品中表面分辨率最高, 但材料韧性最差, 比PLA钥匙更不耐用, 钥匙挡头部位极易断裂; 由于采用聚合固化的打印工艺, 材料碎屑呈粉末状, 开锁后钥匙头部的缺损则呈细小颗粒状(图6d)。3D打印钥匙开锁后会粘附锁芯内的污垢、油腻等, 会在浅色材料的打印钥匙迎面、头部两侧面留下明显的黑色污斑, 其中光敏树脂钥匙表面光滑去污方便, 而PLA钥匙因存在打印层叠缝隙, 污斑很难除净。对样本组中非金属打印钥匙体上的典型痕迹特征进行统计, 结果见表3。开锁使用后打印钥匙上的痕迹特征主要受材料本身的特性影响, 其中磨损变化最明显的部位在钥匙的头部两侧面。
| 表3 非金属打印钥匙上典型痕迹特征情况 Table 3 Statistics of the typical characteristic marks on the nonmetal 3D-printed keys used |
3D打印钥匙开锁成功率非常高, 显微观察锁芯内微量残留物和内弹子弧面端痕迹是判断3D钥匙开锁的首要环节, 显微红外光谱检测残留物能实现PLA、光敏树脂等低成本的非金属打印钥匙的材料鉴别; 扫描电镜可用于观察高成本的金属打印钥匙与传统钥匙在内弹子弧面端的留痕细节。通过3D钥匙打印材料的鉴别可判断制作钥匙的设备类型, 为案件侦破提供重要线索。实验过程中还尝试制作了高端锁具的3D打印钥匙, 发现光敏树脂材料在精密度高的锁具复制中有更为广泛的应用, 由于涉及的扫描、建模过程较为复杂, 会在今后的研究中专题论述。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|