










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
内、外铣槽钥匙机械配制痕迹的研究
[王晓琳1  , 白艳平
, 白艳平1 , 周勐喆2 ]
, 白艳平|
|


作者简介:王晓琳(1982—),女,山东人,助理研究员,硕士,主要从事痕迹检验技术方面的研究。Tel:010-66269508; E-mail:xxkk323@163.com
目的研究内、外铣槽钥匙机械配制后痕迹的出现规律及其影响因素。方法利用传统的痕迹检验方法观察痕迹出现的位置、形态及分布规律。结果内、外铣槽钥匙机械配制后会留下不同于其原始加工痕迹和使用痕迹的增配痕迹,这种痕迹是否明显出现、出现的形态和位置受钥匙材质和结构、配匙机、配匙人员工作经验等因素的影响。结论当未发现内、外铣槽钥匙上有明显增配痕迹时,不能轻易做出钥匙未被增配的判断。
Objective To study the characteristics of marks on duplicate milled groove keys.Methods Different milled groove keys were duplicated by different machine and people, and then the marks on duplicate key was observed under microscope.Results On the duplicate key, the added marks were found, which are different from manufacture marks and use marks on original key. The characteristics of marks were affected by key material, configuration, duplicating machine, the people who manipulate the machine.Conclusion When the duplicated marks on a milled groove keys weren’t been found obviously, it can’t leap to a conclusion that the key is the original key.
内、外铣槽钥匙是近年来广泛出现的一类钥匙, 主要用于汽车锁具和一些具有较高安防性能的民用锁具。由于这种钥匙具有波浪形的牙花, 钥匙表面呈现立体凹凸状, 因此也被称为波浪形钥匙或浮雕钥匙。随着这种钥匙的广泛应用, 案件中涉及这种钥匙痕迹的检验越来越多, 尤其是一些盗窃案件中常要求对原配钥匙有无增配痕迹进行检验, 从而为判断作案方式、指明侦查破案方向提供线索。目前针对这种钥匙机械配制痕迹及其影响因素方面的研究报道较少[1, 2], 为使检验人员能够正确认识和检验这种钥匙的增配痕迹, 本文通过实验对这种钥匙机械配制过程中增配痕迹的出现规律及其影响因素进行了研究, 报道如下。
从市场购买的内、外铣槽汽车钥匙各10把, 从汽配城购买的内、外铣槽汽车钥匙各5把, 对应上述钥匙的汽车锁具共30把。
检验仪器:KH-7700数字式视频显微镜, FEI-XL-30扫描电镜。
(1)分别将30把钥匙及其对应锁具进行编号, 利用FEI-XL-30扫描电镜检测钥匙的成分(见表1)。
| 表1 钥匙种类及成分 |
(2)记录加工痕迹。依次选用20倍、40倍和60倍的放大倍率在显微镜下观察每把钥匙表面、铣槽表面、钥匙侧壁和牙花齿面的原始加工痕迹, 并设置固定的光源亮度、快门时间、摄像头参数进行拍照。
(3)制作使用痕迹并记录。模拟钥匙正常开启锁具的过程, 将30把内、外铣槽钥匙插划各自对应锁具3000次, 选用与(2)中相同的放大倍率和拍照条件在显微镜下观察和记录每把钥匙表面、铣槽表面、牙花齿面和钥匙侧壁的使用痕迹。
(4)制作增配痕迹。将30把内、外铣槽钥匙分别送至两个不同的配匙地点, 使用不同配匙机, 由配匙经验不同的人员进行配制(见表2)。
| 表2 钥匙配制情况说明 |
(5)记录增配痕迹。选用与(2)相同的放大倍率和拍照条件, 在显微镜下观察和记录每把增配后的原配钥匙表面、铣槽表面、牙花齿面和钥匙侧壁的增配痕迹。
(6)比较分析。对此类钥匙的加工痕迹、使用痕迹及增配痕迹进行比较检验, 分析其增配痕迹与使用痕迹、加工痕迹的区别, 总结增配痕迹的出现位置、形态及影响因素。
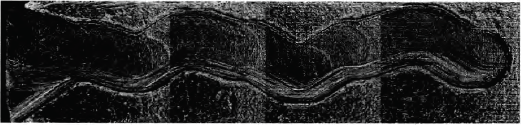
实验观察发现内、外铣槽钥匙铣槽底面有连贯的、曲率半径相同的圆圈状或圆弧形加工痕迹, 痕迹线条粗细均匀, 圆心连线与钥匙牙花形状基本一致, 钥匙牙花齿面上有连贯的、平行于钥匙轴向的擦划线条痕迹。内铣槽钥匙的两个侧壁上有弧形加工线条痕迹、斜向加工线条痕迹和垂直于钥匙板的加工线条痕迹, 而外铣槽钥匙侧壁加工粗糙, 痕迹不规则(见图1~图4)。
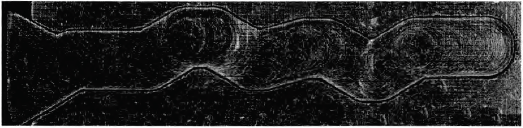 | 图1 内铣槽钥匙铣槽底面的原始加工痕迹 |
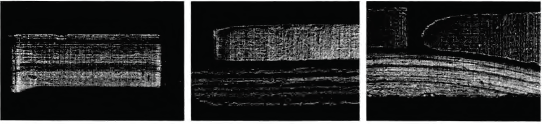 | 图2 内铣槽钥匙牙花齿面(左)及侧壁(中、右)的原始加工痕迹 |
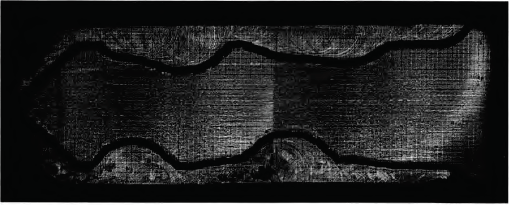 | 图3 外铣槽钥匙铣槽底面的原始加工痕迹 |
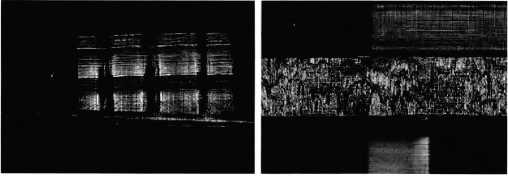 | 图4 外铣槽钥匙牙花齿面(左)及侧壁(右)的原始加工痕迹 |
根据内铣槽钥匙开锁原理, 在开锁时, 钥匙沿锁芯轴向进入匙槽, 在依次经过锁芯内弹片的同时, 通过牙花齿面与弹片凸笋间的相互作用, 将凸出于锁芯外的所有弹片归位到锁芯内, 对钥匙施加扭矩即可转动锁芯完成开锁。在这一过程中, 钥匙表面、牙花齿面和铣槽底面始终与锁芯匙槽和弹片的凸笋处于滑动摩擦状态, 其中钥匙牙花齿面和铣槽底面与弹片凸笋的摩擦作用最大。
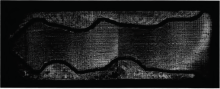
通过对15把内铣槽钥匙开锁试验结果的观察, 发现内铣槽钥匙在正常开启过程中, 随着开启次数的增多, 其铣槽底面中间位置会形成一些连贯、粗细均匀且平行于牙花齿面边缘的擦划线条痕迹, 而钥匙侧壁和牙花齿面上的使用痕迹反映均不明显(见图5)。
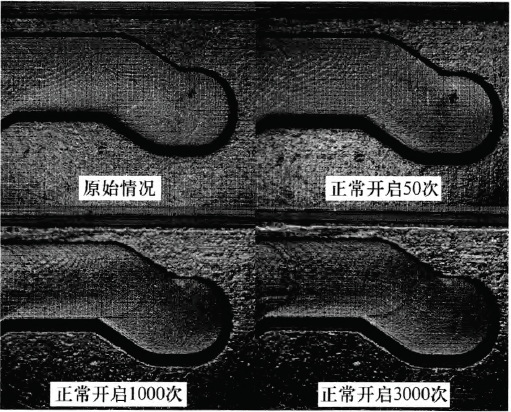 | 图5 同一把内铣槽钥匙正常开启不同次数时铣槽底面的使用痕迹 |
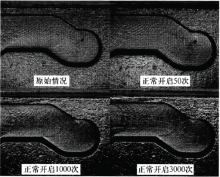
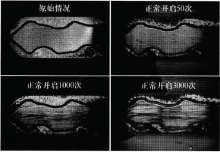
外铣槽钥匙的开锁原理与内铣槽钥匙基本相同。在开锁过程中, 外铣槽钥匙表面、牙花齿面、铣槽底面始终与锁芯匙槽、弹片上朝向匙槽的一面及弹片凸出面处于滑动摩擦状态。通过对15把外铣槽钥匙开锁试验结果的观察, 发现外铣槽钥匙在正常开启过程中, 钥匙表面会形成平行于钥匙轴向的擦划线条痕迹, 且随着开启次数的增多, 这种使用痕迹形态变化较大, 出现的线痕呈簇状, 非常明显。此外, 钥匙牙花齿面上会有不明显的磨损反映或出现一些与加工痕迹相同的擦划线条痕迹。钥匙侧壁的使用痕迹则反映不明显(见图6)。
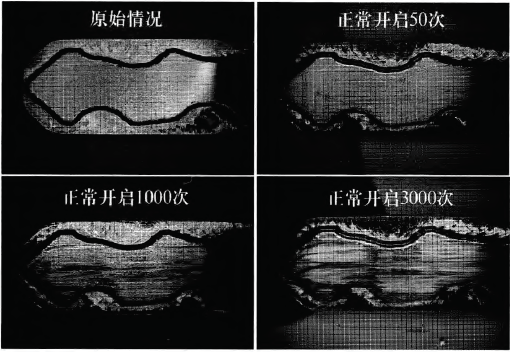 | 图6 同一把外铣槽钥匙正常开启不同次数时钥匙表面的使用痕迹 |
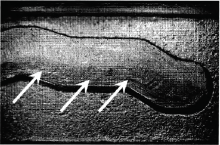
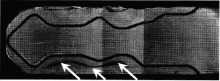
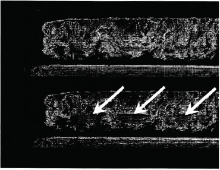
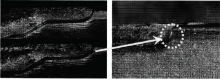
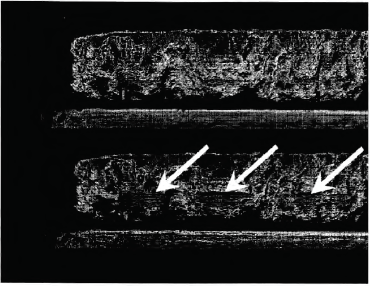
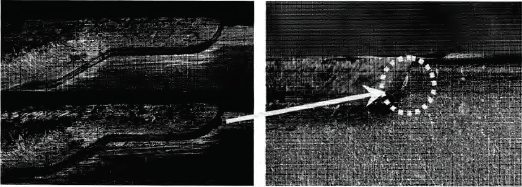
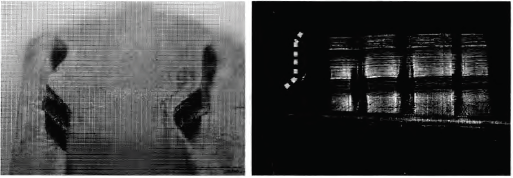
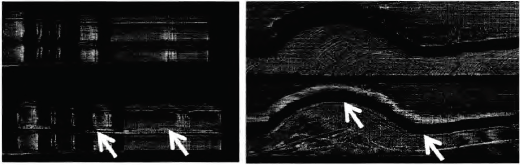
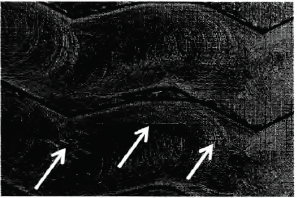
通过对上述30把内、外铣槽钥匙机械配制痕迹的观察, 发现区别于原始加工痕迹和使用痕迹的增配痕迹主要有3种:一是铣槽底面上较为连贯的线形痕迹, 一般靠近于铣槽底面边缘的一侧, 并顺沿于牙花齿面的下边缘, 由于内、外铣槽钥匙是双面反对称的牙花, 增配过程中仅需对原配钥匙一面的牙花进行复制即可, 因此这种增配痕迹往往只出现在钥匙一面的铣槽底面; 二是配匙机夹具夹压原配钥匙两个侧壁时形成的点状、线状或图案状的印压痕迹; 三是仿形刀挤压牙花齿面在牙花齿面上边缘位置出现的边缘线外翻痕迹(见图7~图10)。
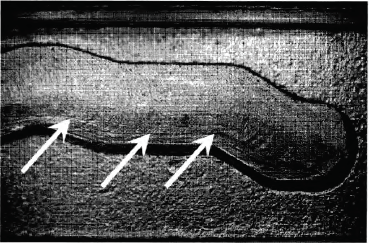 | 图7 内铣槽钥匙机械配制后铣槽底面出现的增配痕迹 |
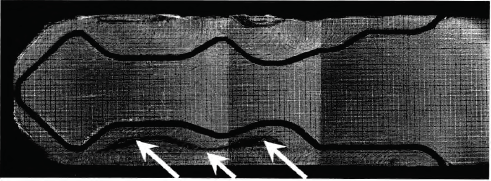 | 图8 外铣槽钥匙机械配制后铣槽底面出现的增配痕迹 |
 | 图9 内铣槽钥匙机械配制后钥匙侧壁出现的增配痕迹 |
 | 图10 外铣槽钥匙机械配制后牙花齿面上边缘出现的增配痕迹 |
从形痕机理分析, 原配钥匙上的机械配制痕迹主要是配匙机上的仿形刀在配制过程中与钥匙相互接触并作相对运动形成的。其中, 仿形刀是造痕客体, 原配钥匙是承痕客体。原配钥匙被复制后是否出现增配痕迹以及痕迹的出现形态、位置受仿形刀和原配钥匙以及这两者间相互作用的影响。由于机械配制内、外铣槽钥匙时使用的是立铣床式配匙机, 在配制过程中需要人工操作进行定位和复制, 因此, 仿形刀与原配钥匙之间相互接触的紧密程度还会受到配匙人员操控作用力大小的影响。
2.4.1 钥匙材质、牙花形状及齿面结构 A系列和B系列钥匙的材质不同, 当同一配匙人员使用同一台配匙机分别对两种钥匙进行复制后, 发现A系列钥匙复制后更易出现增配痕迹, 痕迹明显、连贯, 擦蹭的线条状痕迹较多; B系列钥匙复制后出现的痕迹相对较浅, 尤其是齿面折转处不易出现痕迹(见图11, 12)。C系列和D系列钥匙的材质不同, 牙花形状和牙花齿面侧轮廓也有所不同, 其中C系列钥匙的牙花波形小, 牙花齿面为柱面, D系列钥匙的牙花波形较大, 部分呈半圆形, 牙花齿面与钥匙表面、铣槽底面衔接部位均呈坡面(见图13)。
 | 图11 A系列钥匙的增配痕迹 |
 | 图12 B系列钥匙的增配痕迹 |
 | 图13 C系列(左)、D系列(右)钥匙牙花齿面的侧轮廓 |
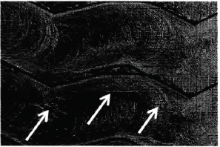
当同一配匙人员使用同一台配匙机分别对C系列、D系列钥匙进行复制后, 发现C系列钥匙复制后铣槽底面上有明显的、顺沿牙花齿面下边缘的线形增配痕迹; D系列钥匙复制后铣槽底面、牙花齿面与铣槽底面衔接部位均有明显的、顺沿牙花齿面下边缘的线形增配痕迹, 且在牙花弧度较大的部位对应的铣槽底面上, 线形增配痕迹往往重复、交叉、折转不连贯(见图14~16)。
 | 图14 C系列钥匙的增配痕迹 |
 | 图15 D系列钥匙的增配痕迹 |
 | 图16 同一把D系列钥匙牙花齿面底部增配前、后痕迹比对 |
2.4.2 配匙机 让有5年配匙经验的人员分别使用国产配匙机和进口配匙机对B系列钥匙进行复制, 进口配匙机复制后的原配钥匙铣槽底面上未发现明显增配痕迹, 国产配匙机复制后的原配钥匙上有明显增配痕迹。让有5年配匙经验的人员分别使用国产配匙机和进口配匙机对D系列钥匙进行复制, 进口配匙机复制后的原配钥匙铣槽底面上未发现明显增配痕迹, 但牙花齿面与铣槽底面衔接部位出现了增配痕迹; 国产配匙机复制后的原配钥匙铣槽底面、牙花齿面与铣槽底面衔接部位均有明显的增配痕迹。
2.4.3 配匙人员工作经验丰富程度 由配匙经验不同的人员(M:配匙经验5年, N:配匙经验2年)使用进口配匙机对B系列钥匙进行复制, M增配后的原配钥匙上未出现明显增配痕迹, N增配后的原配钥匙上有较深的擦划线形痕迹, 痕迹转折处棱角分明且伴有较多线痕(见图17)。让配匙人员M和N分别使用国产配匙机对C系列钥匙进行复制, M增配后的原配钥匙上擦划线形痕迹相对较浅且流畅, 痕迹转折处过度自然; N增配后的原配钥匙上擦划线形痕迹相对较深, 痕迹转折处棱角分明且伴有较多线痕(见图18, 19)。
 | 图17 配匙人员N配制B系列钥匙后出现的增配痕迹 |
 | 图18 配匙人员M配制C系列钥匙后出现的增配痕迹 |
 | 图19 配匙人员N配制C系列钥匙后出现的增配痕迹 |
(1)内、外铣槽钥匙机械配制后有可能在铣槽底面、钥匙侧壁、牙花齿面底部及上边缘留下增配痕迹, 这些痕迹不同于钥匙的原始加工痕迹和使用痕迹, 可用于检验钥匙是否被机械配制。(2)内、外铣槽钥匙机械配制后增配痕迹是否出现、出现的位置和形态受钥匙材质和结构、配匙机上仿形刀材质、底面和柱面的加工平整程度、使用磨损状态、夹具夹持面的结构、材质、磨损程度以及配匙人员工作经验丰富程度等多种因素的影响。(3)对于牙花齿面非柱面的外铣槽钥匙, 在机械配制过程中受仿形刀与牙花齿面的紧密接触, 钥匙牙花齿面与铣槽底面相衔接的部位一般都会出现增配痕迹。(4)对于材质硬度大的内、外铣槽钥匙, 当由工作经验丰富的配匙人员采用进口高精度的配匙机机械配制时, 原配钥匙上不易出现增配痕迹。(5)案件检验中若要判断内、外铣槽钥匙是否被机械配制, 首先应在检验前全面了解被检钥匙的使用、保管情况, 特别是有无用于配制其他钥匙, 是否为原配钥匙, 共几把原配钥匙以及案件中锁具的相关情况等。(6)检验内、外铣槽钥匙时可在显微镜下重点观察钥匙两面的铣槽底面、两个侧壁及牙花边缘, 寻找发现有无上述增配痕迹。若未发现内、外铣槽钥匙上有明显增配痕迹, 不能轻易认定钥匙未被增配过, 还需结合案件的具体情况或其他检验情况进行分析和判断。(7)若遇到被检钥匙为外铣槽钥匙, 还应特别注意观察钥匙牙花齿面的侧轮廓。如果钥匙牙花齿面与铣槽底面衔接部位有坡面, 检验时需观察牙花齿面底部有无连续破坏坡面的擦划、磨损痕迹。这种痕迹只要出现, 即可判断此钥匙曾被增配。(8)对于检验时观察到的钥匙侧壁的点线状印压痕迹, 在判定其是否为增配痕迹时应慎重, 不能仅凭疑似的印压痕迹来确定钥匙是否被增配, 必要时可以通过实验方式进行验证, 进而做出正确的判断。(9)需要注意的是, 内、外铣槽钥匙增配后使用、保管时间较长容易破坏、减弱增配痕迹, 从而影响增配痕迹的有效识别。因此, 应及时送检疑似被增配的原配钥匙。
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|